Difference between revisions of "Msc2G5:Group"
| Line 33: | Line 33: | ||
[[File:VORONOI CAVE.jpg| 280px]][[File:VORONOI SKIN.jpg| 280px]][[File:VORONOI LEAVE.jpg| 280px]] | [[File:VORONOI CAVE.jpg| 280px]][[File:VORONOI SKIN.jpg| 280px]][[File:VORONOI LEAVE.jpg| 280px]] | ||
| − | + | INTERACTIVE COMPONENTS - Max Kowalski | |
[[File:Group5 final D0.jpg| 850px]] | [[File:Group5 final D0.jpg| 850px]] | ||
| Line 50: | Line 50: | ||
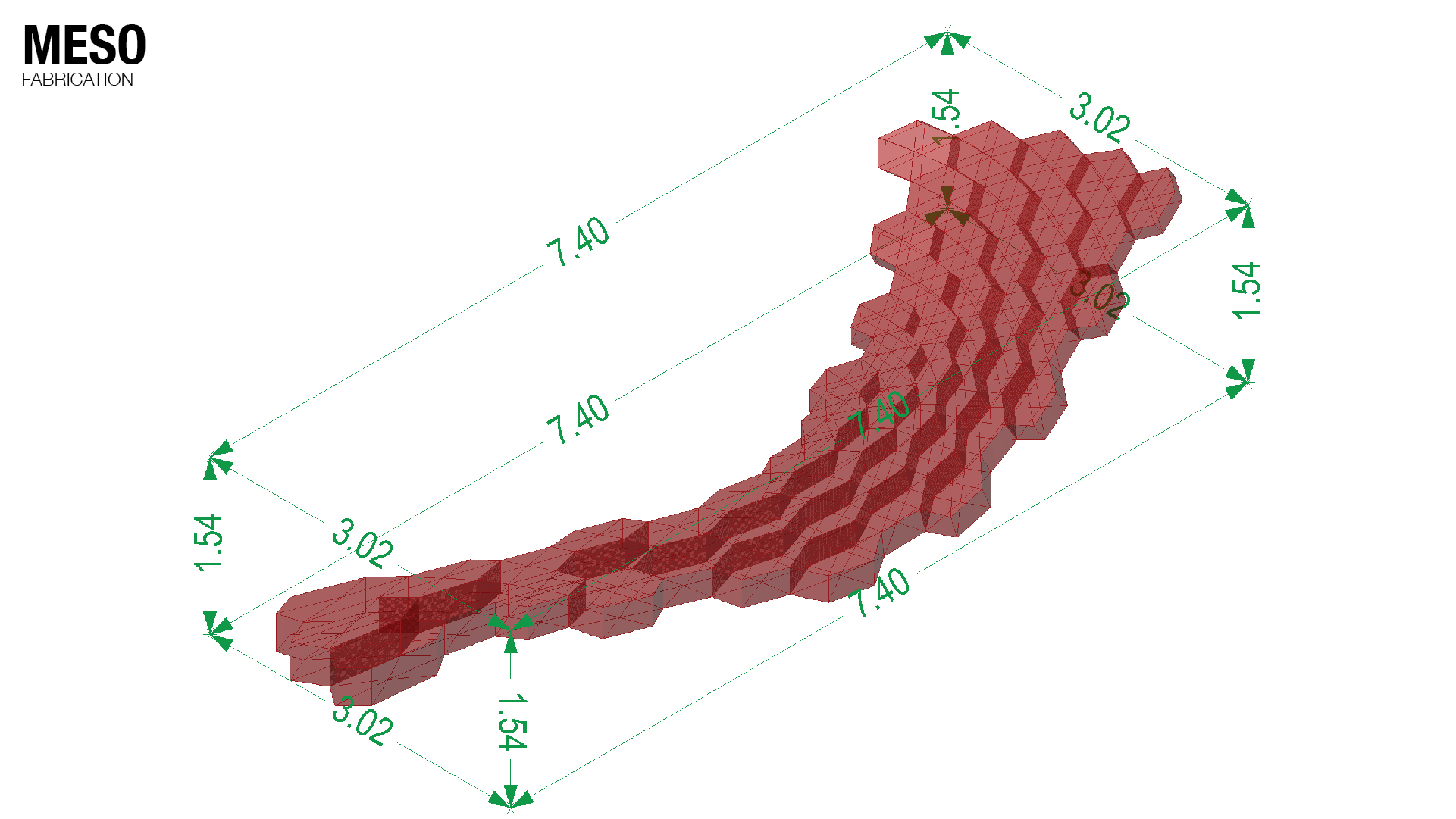
| − | FABRICATION | + | FABRICATION - Tijs Niessen |
| − | Our part of the stage will be constructed from two main materials: EPS and concrete. The EPS will be used to create the components nested in the top layer. These need a coating to protect the EPS from damage. Two coatings have been tested, one on an epoxy base and the other on a | + | Our part of the stage will be constructed from two main materials: EPS and concrete. The EPS will be used to create the components nested in the top layer. These need a coating to protect the EPS from damage. Two different coatings have been tested, one on an epoxy base and the other on a polyurethane base. The epoxy base coating will also serve to prevent the concrete sticking to the EPS in the mould removal process. The first conclusions are that the polyurethane coating is easier applicable, because it is less fluid so it will flow as much, but it has more texture due to the way it is applied. It does smoothen out a less clean surface though. On the other hand epoxy leaves a very smooth surface, but is harder to apply evenly. Mixing it in the right ratio is hard, but very important. Another argument for the epoxy is that glass fiber can be added to gain even more durability. |
| + | |||
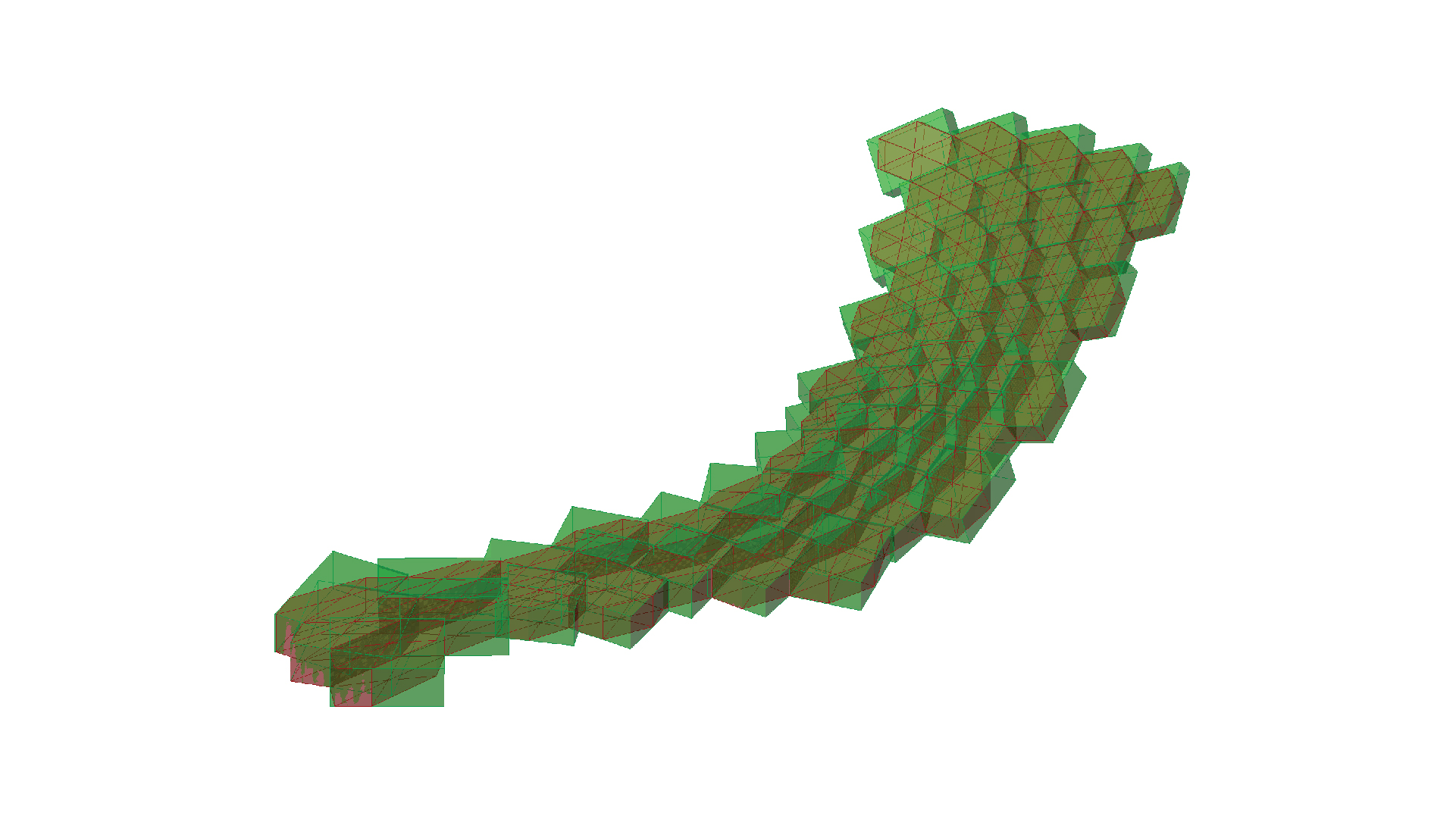
| + | The mould for the concrete exists of three parts: a main mould from EPS, wooden edges and the components to top it off. The main mould consists of branches of coated EPS. To test the minimum thickness for these branches, a working model has been made. This model has branches with a diameter from 40 to 20 mm. These sizes are based on advice from the concrete supplier on structural minimum and to prevent lumping together due to the fibers in the concrete. For now, the mixture doesn't seem to get all the way through into the thinnest parts, but adding more water to the mixture might make it more fluid and thus more able to fill the whole model. | ||
| − | |||
[[File:Group5 final D11.jpg| 850px]] | [[File:Group5 final D11.jpg| 850px]] | ||
| Line 62: | Line 63: | ||
[[File:Group5 final F1.jpg| 850px]] | [[File:Group5 final F1.jpg| 850px]] | ||
| − | TOOL-PATH | + | TOOL-PATH GENERATION - Maxime Selling |
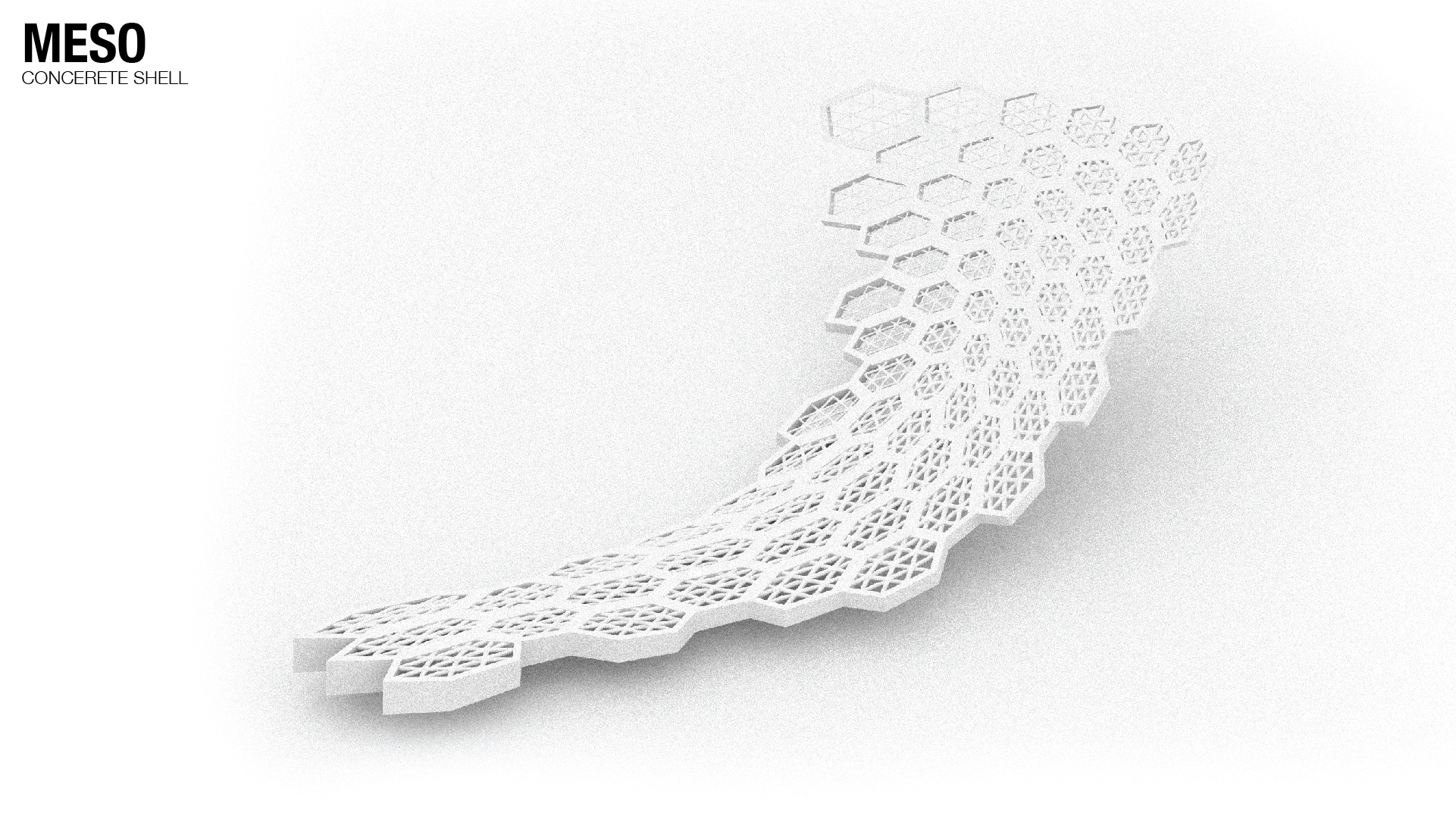
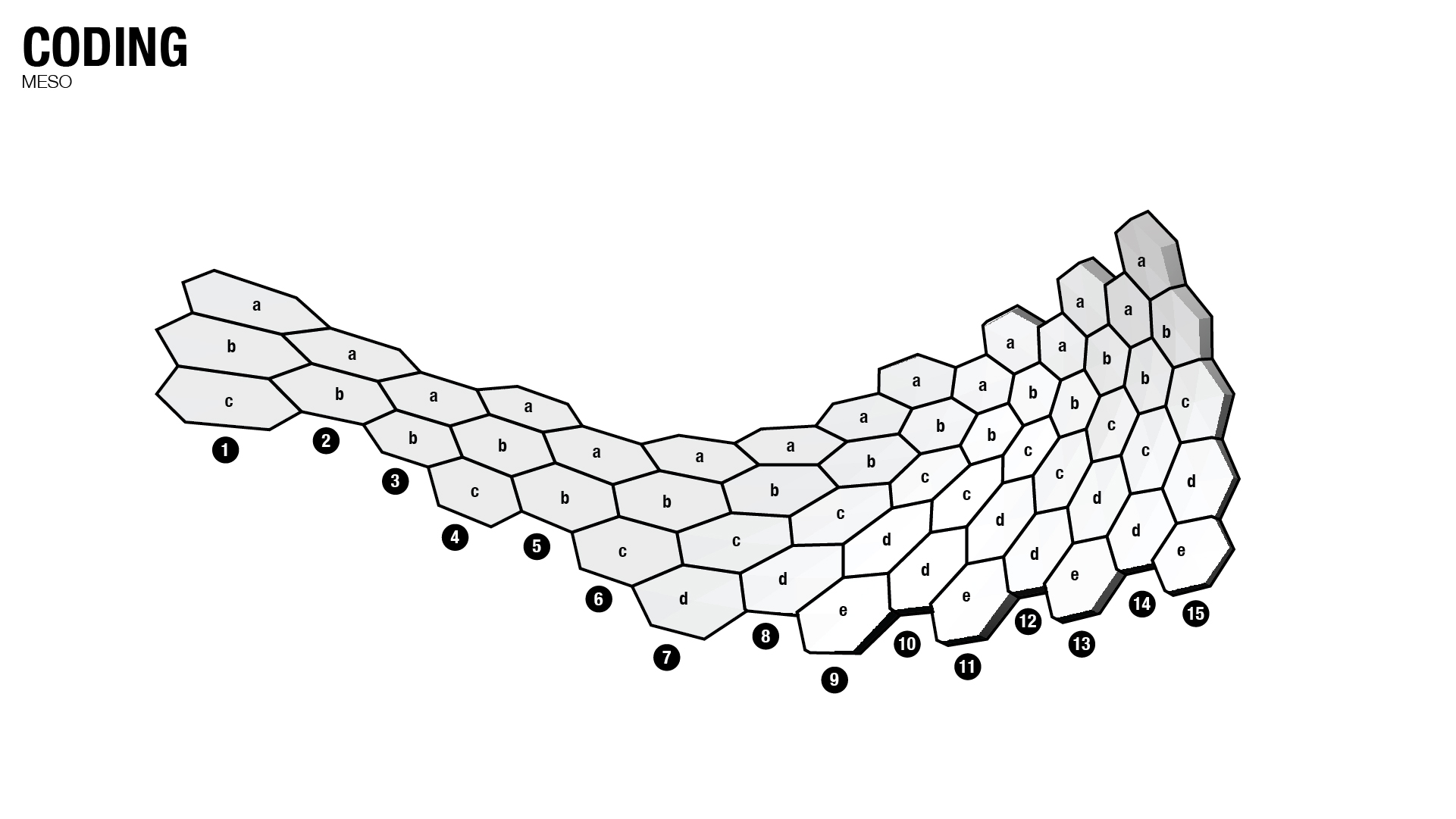
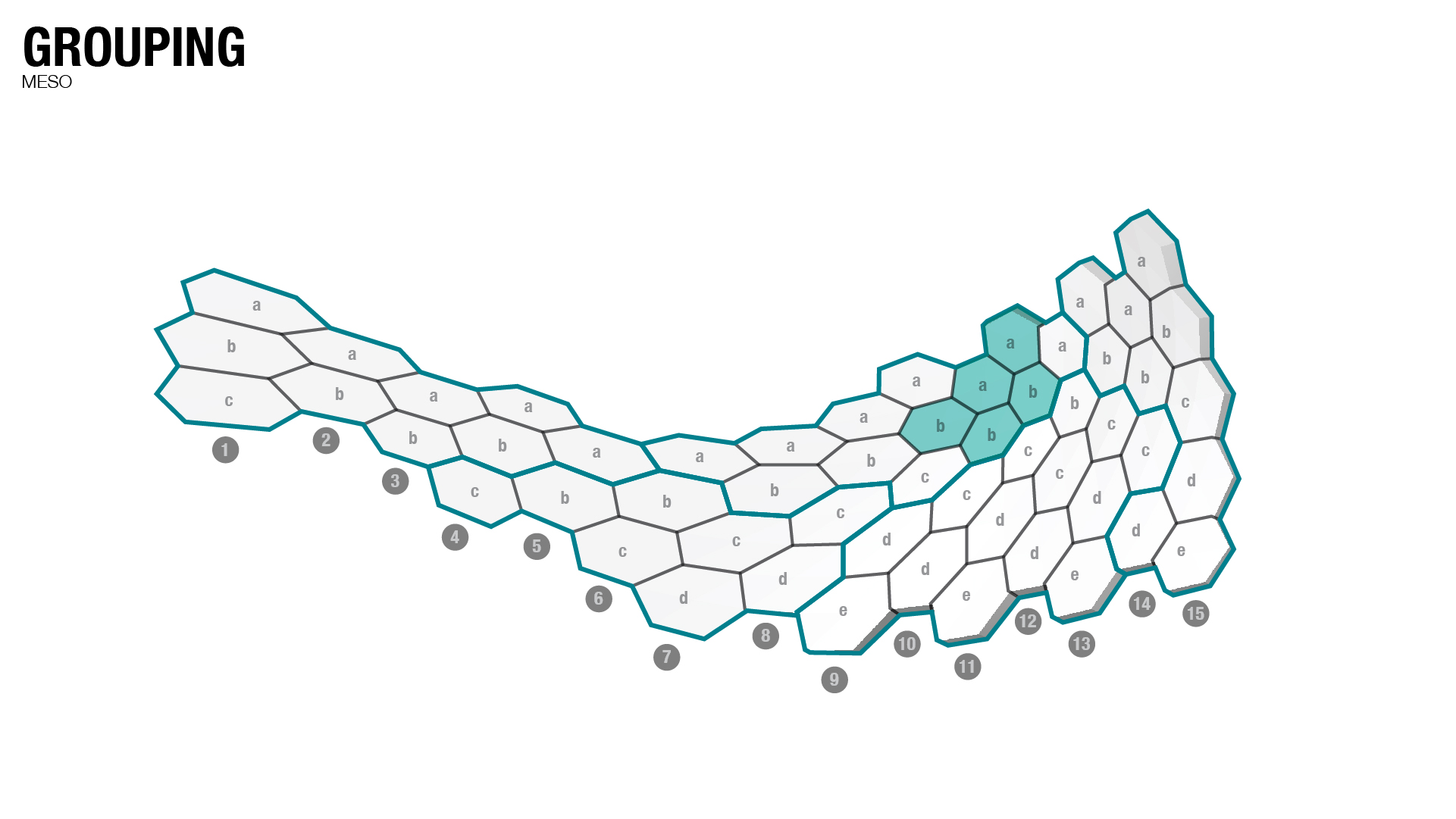
| − | After defining the hexagonal pattern, we can use the volume of an individual cell to mill a | + | After defining the hexagonal pattern, we can use the volume of an individual cell to mill a mould of EPS in which we pour concrete. The cells need to be light but structural and according to the ergonomics, the top surface needs to be more solid in order to walk or sit on it. So our first direction is a cell of concrete that, as you near the bottom surface, will be more porous. The approach of milling is that we mount the piece of EPS on a robotic arm and program the arm in such a way that the arm moves the EPS according to the position of the fixed drill. In this way we can mill from all the directions except the bottom. Luckily this will not limit the design because of the higher level of porosity at the bottom. For the final result we aim for a straightforward design of the cell that exists out a milling method. So generate the tool paths and not receiving them from an already designed end result. |
| − | The first step is mount the | + | The first step is mount the EPS on the robotic arm and use the hot wire cutter to cut away the part of it that is not within the boundary of the cell. Then we can use the tool paths to guide the robotic arm. The principle of the method is using the faces of the boundary in relationship to the cells center. Each evaluated point on the face, according to the distance to the center of the face, will inform the robot a depth it needs to drill. The closer to the center of the face the less deep it goes. So at the corners of the face the drill will reach the maximum length of the cells center. This principle will create a branching structure within the cell. |
<html><br><iframe width="850" height="478" src="https://www.youtube.com/embed/j5cL0-3XFEw" frameborder="0" allowfullscreen></iframe></html> | <html><br><iframe width="850" height="478" src="https://www.youtube.com/embed/j5cL0-3XFEw" frameborder="0" allowfullscreen></iframe></html> | ||
Revision as of 20:11, 30 June 2016
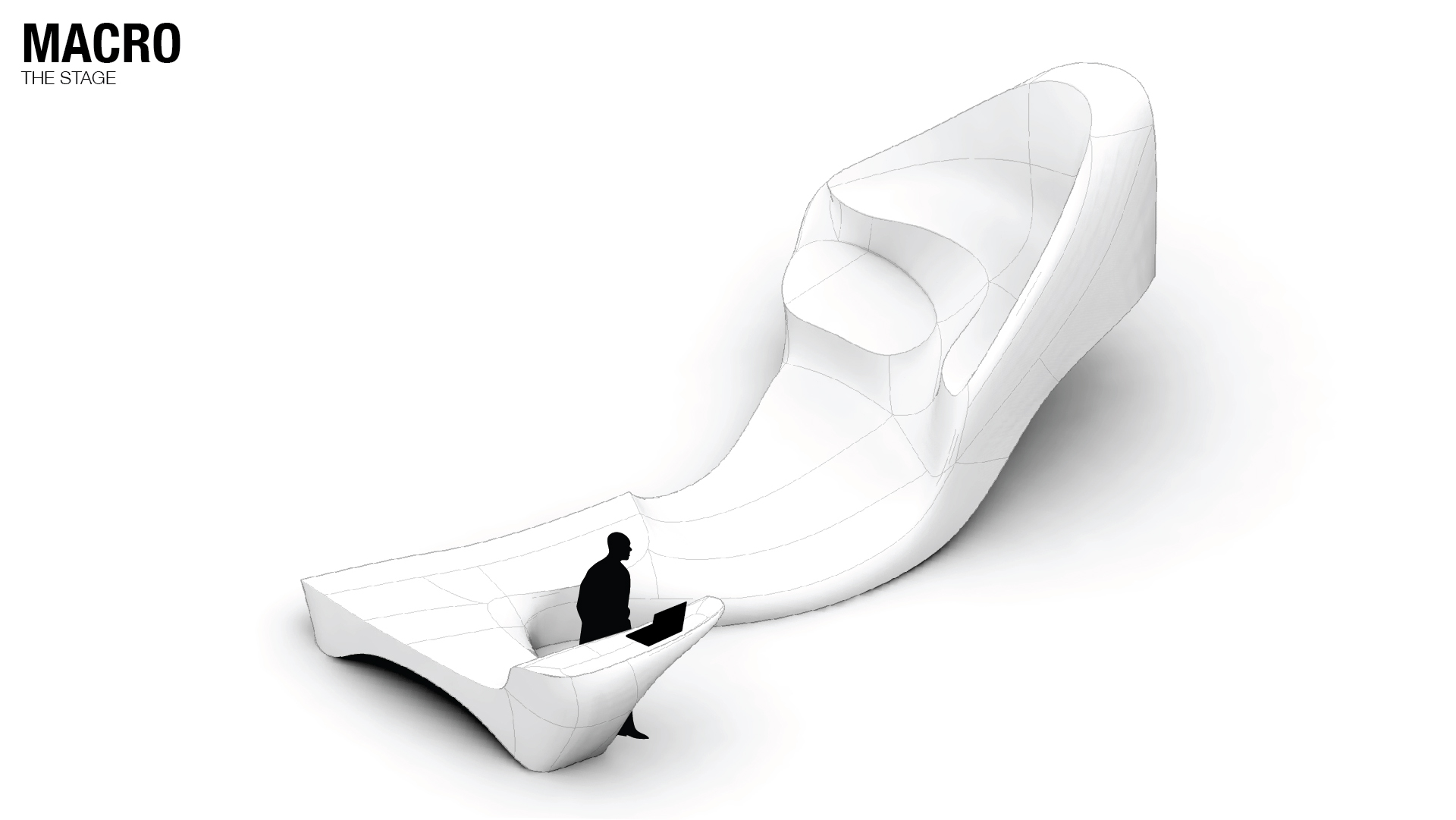
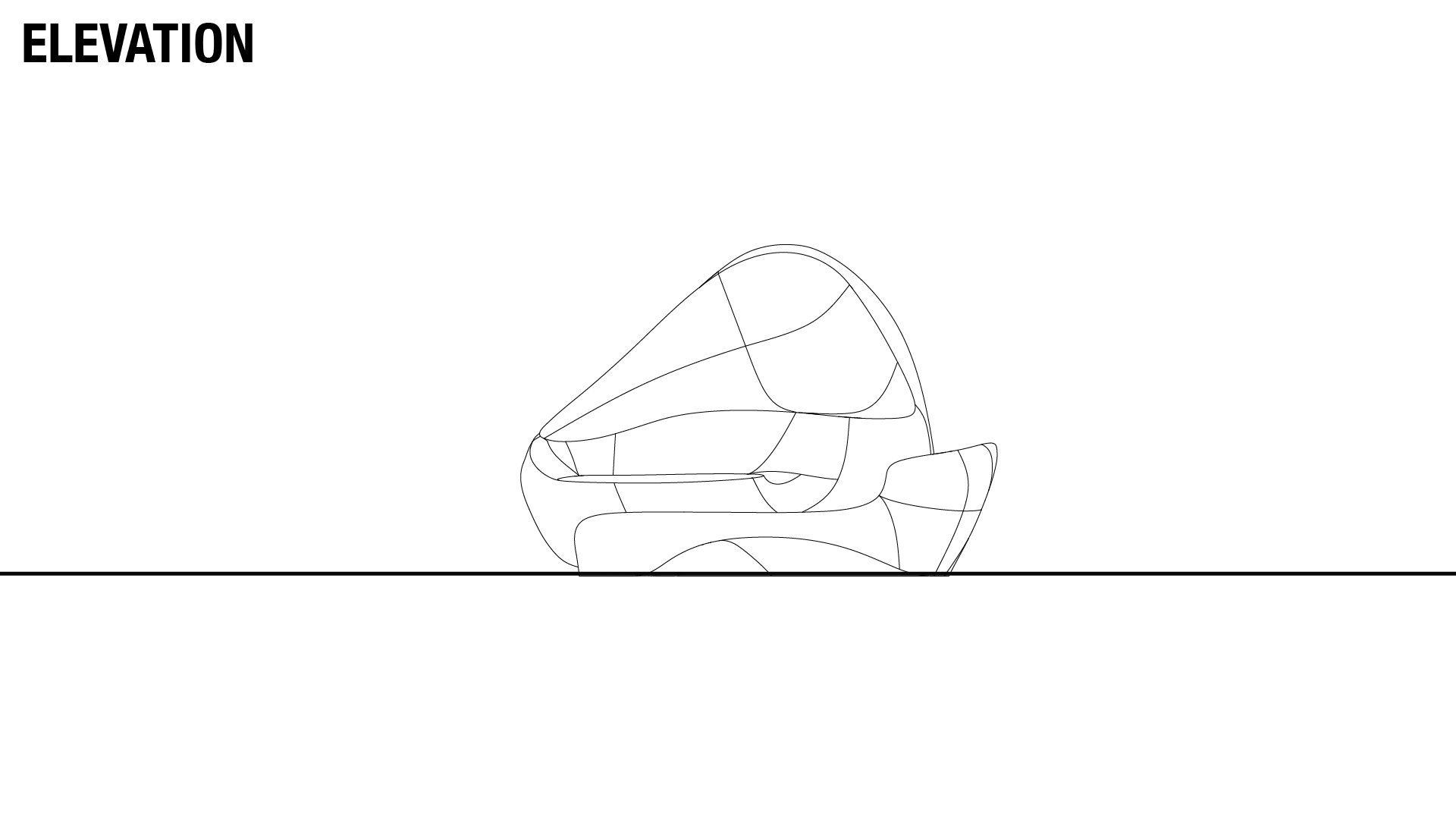
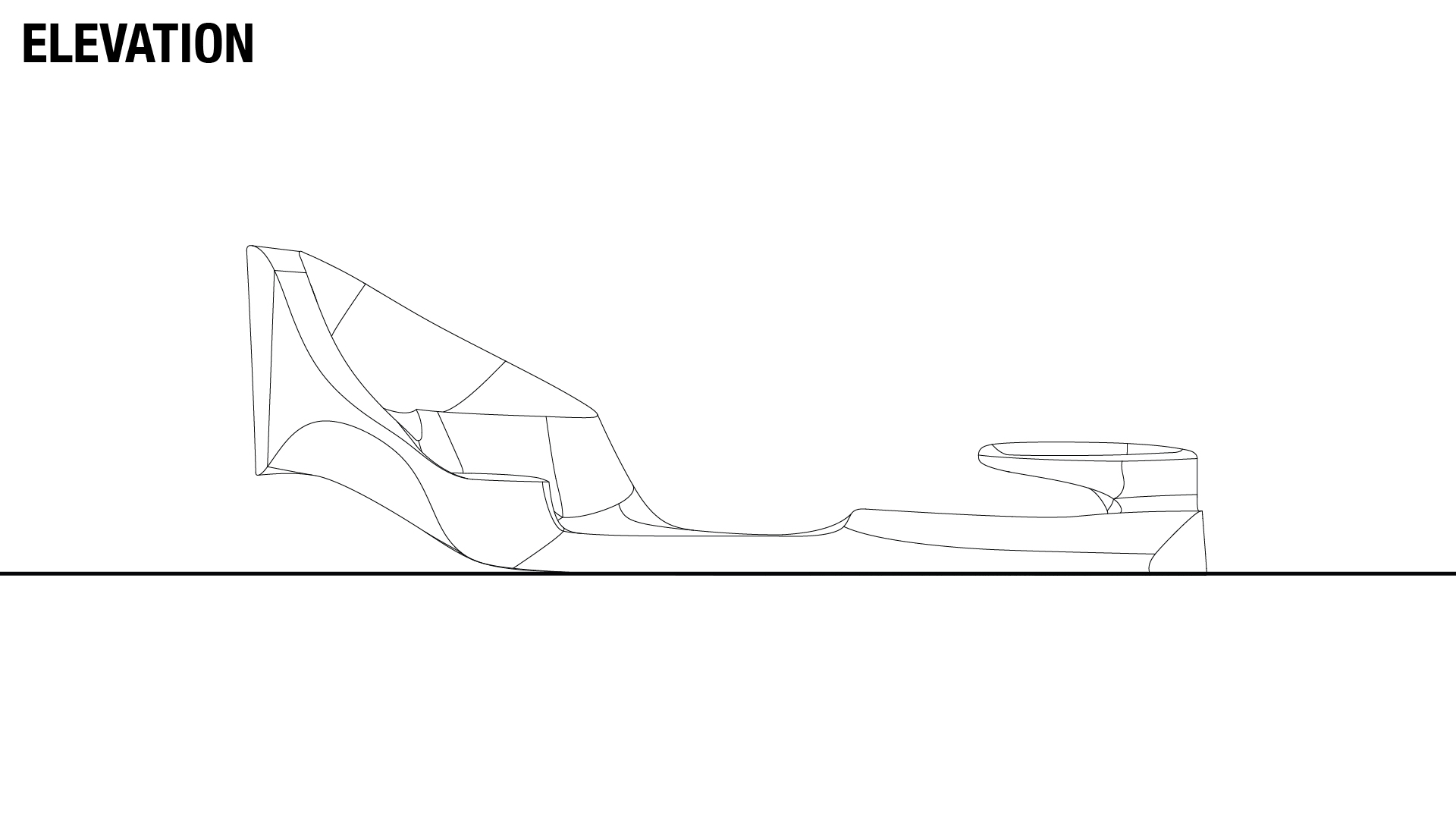
HOST - DEPLOYABLE STAGE
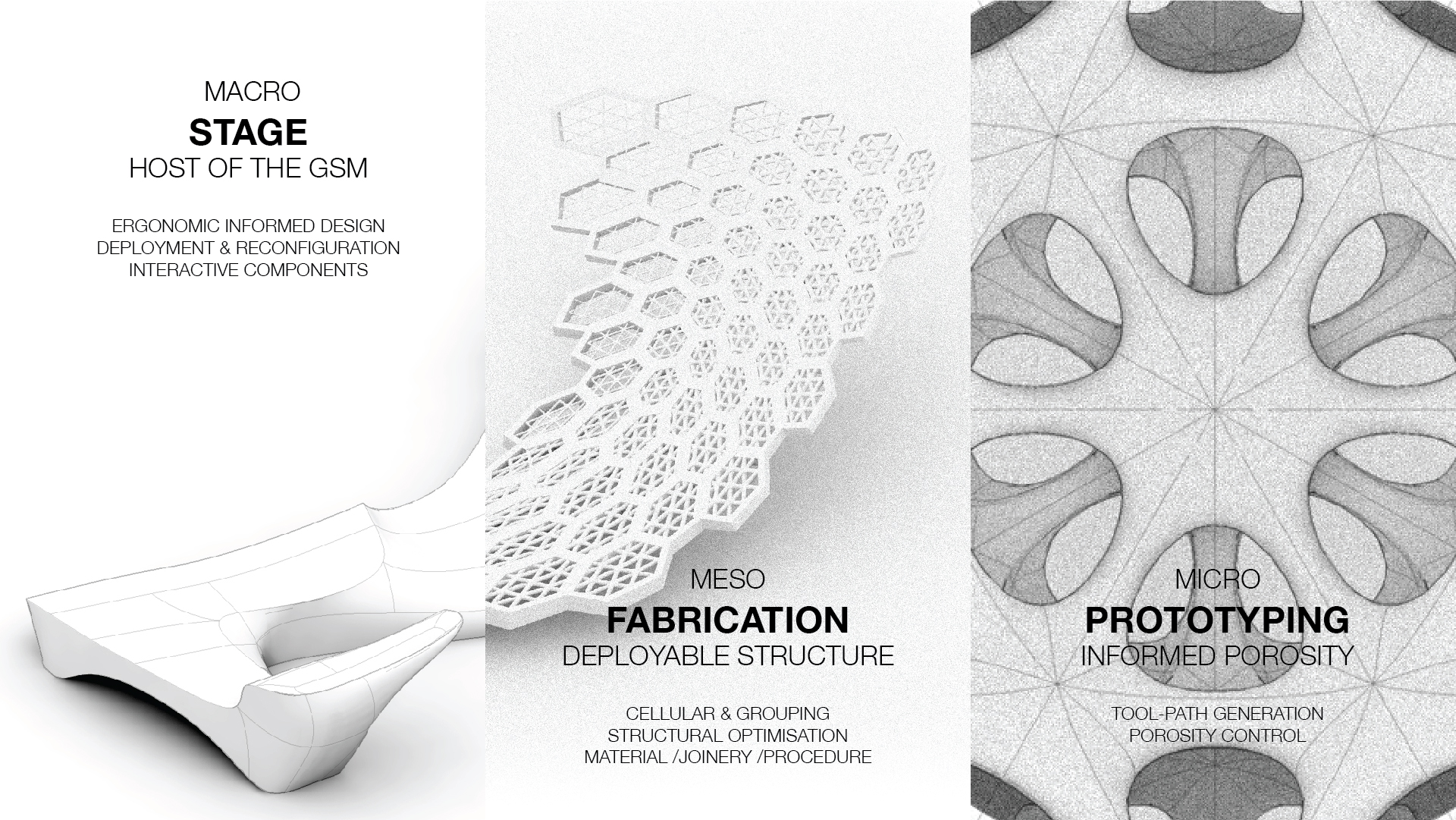
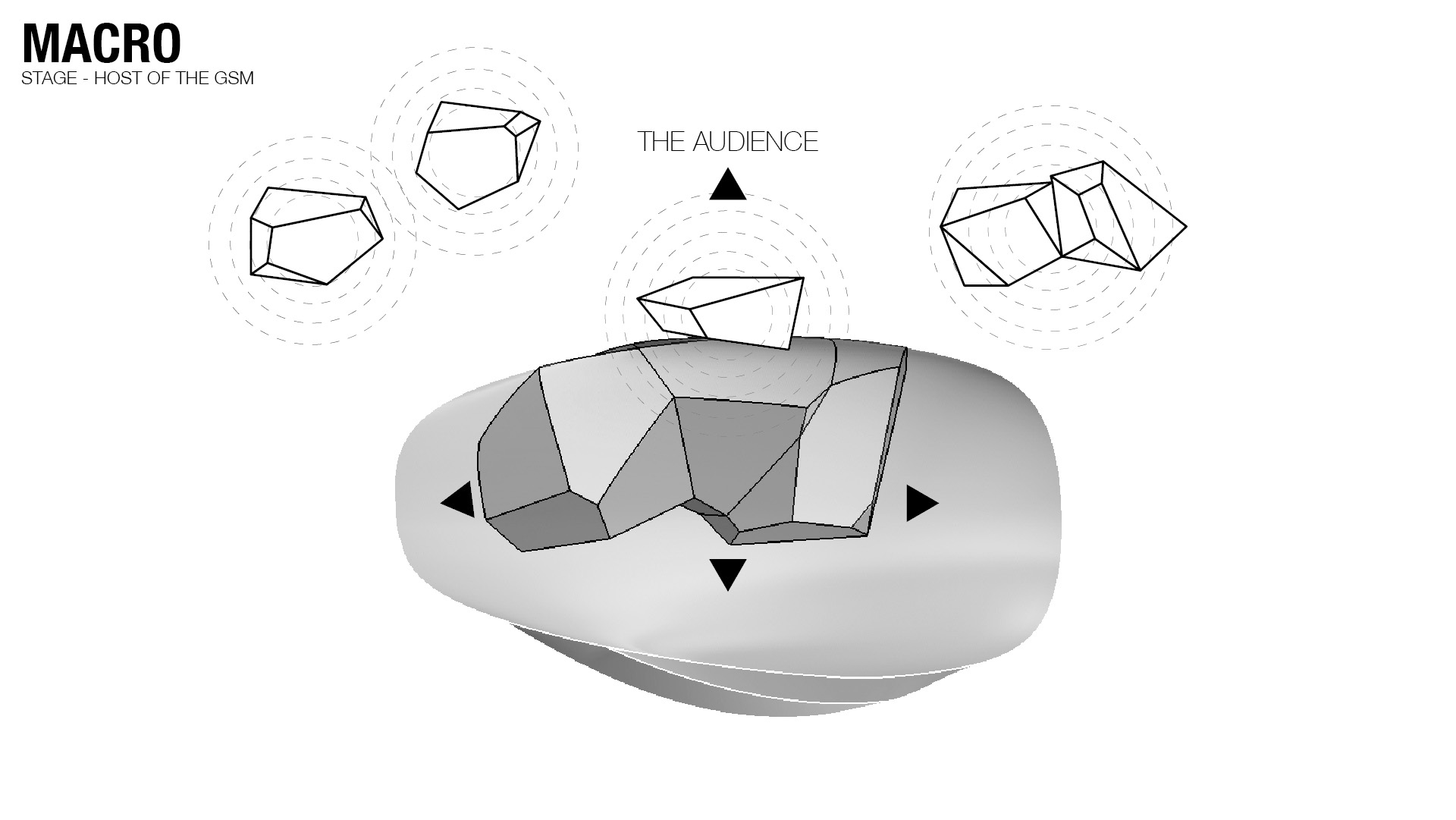
INTRODUCTION
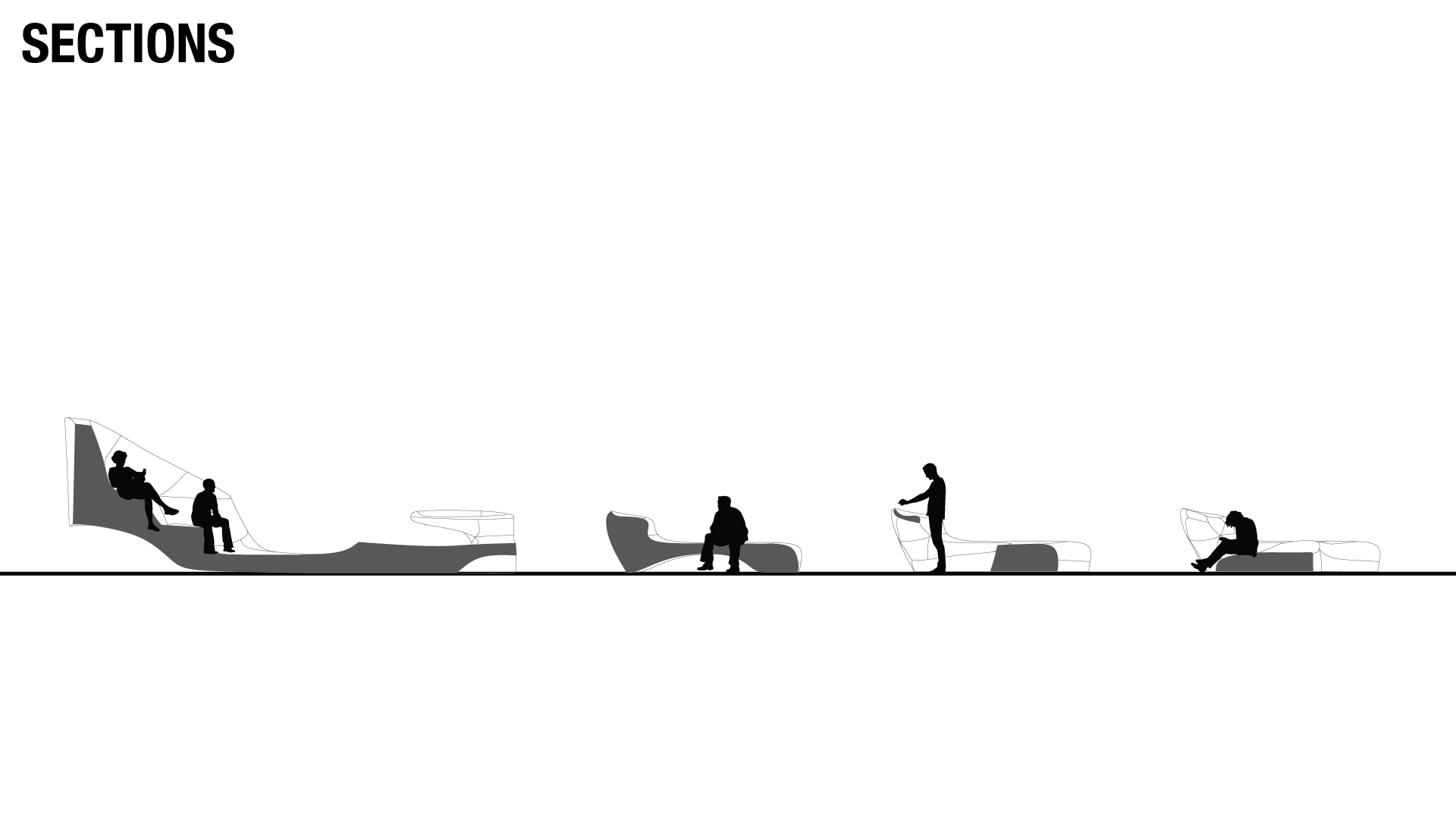
We started with the idea to create a stage that act as the Host of the GSM, the role is to blur the boundary of a stage, and hence getting the audience engaged into the event. Our fragment renders a continual, flowing shape which evolves between different functions and spatial configurations. I.e. the lectern develops into a bench, then a floor and concludes to an elevated sitting area. The construction is consists of a concrete cantilever structure which supports multiple detachable, interactive components.
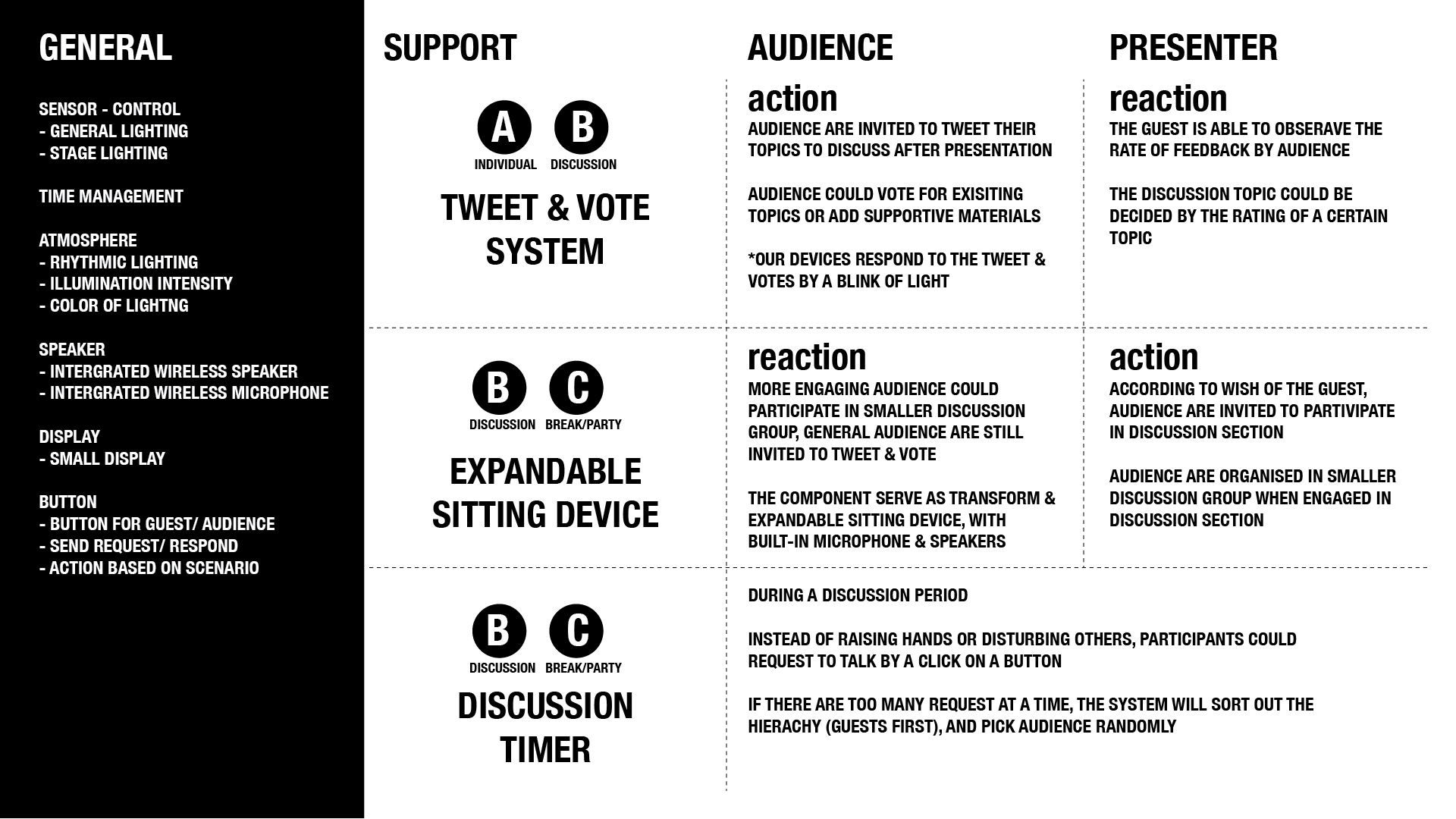
These components will interact with the speaker by the embedded interactive system (sensors, arduino and actuators), which enhance the self-sufficient dynamic behaviour and flexibility of the stage. In this manner, the component enhanced the ability of the stage to adjust in different scenarios - transforming from a compact platform to various sitting configurations which can host discussions and other group activities.

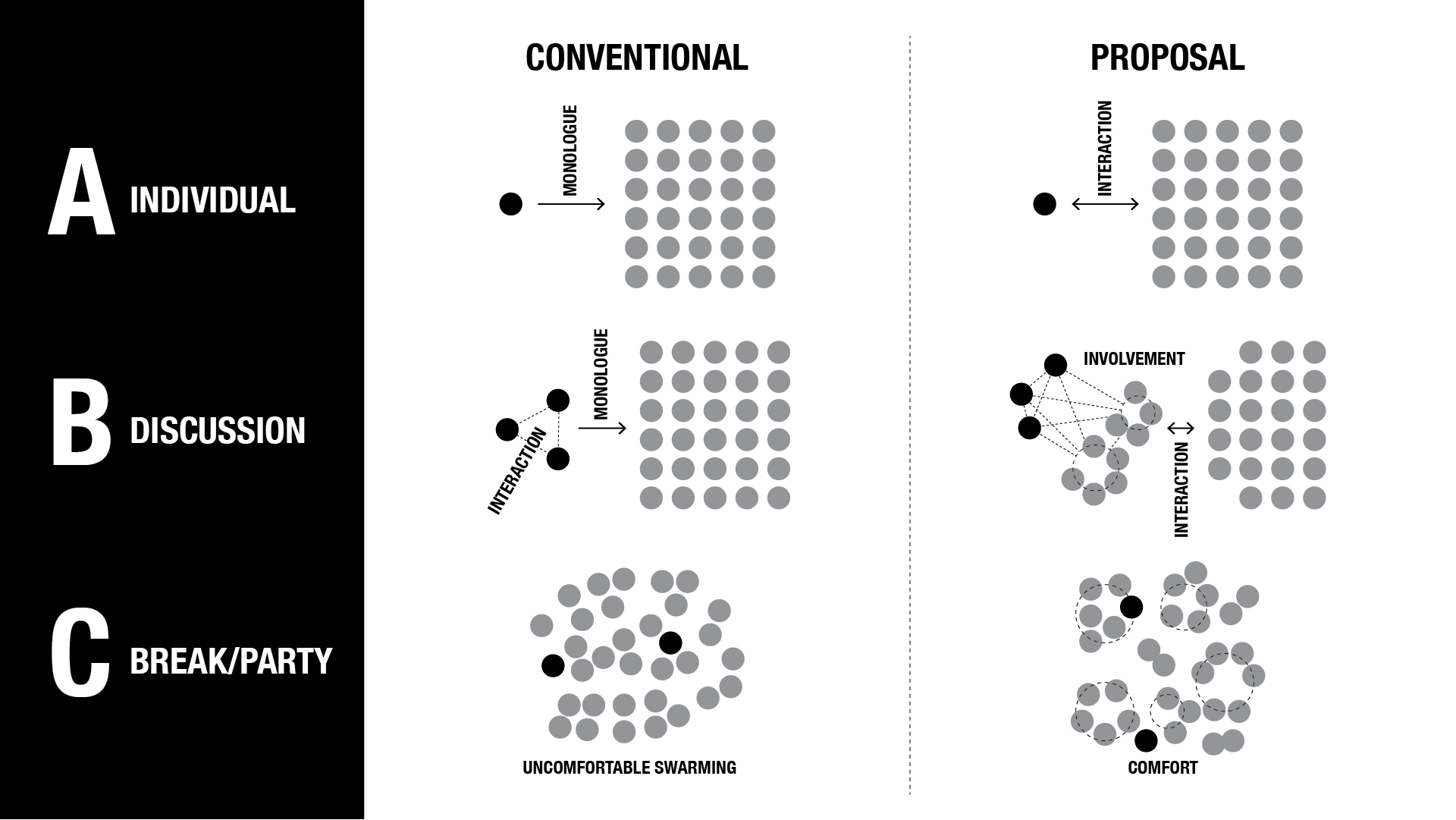
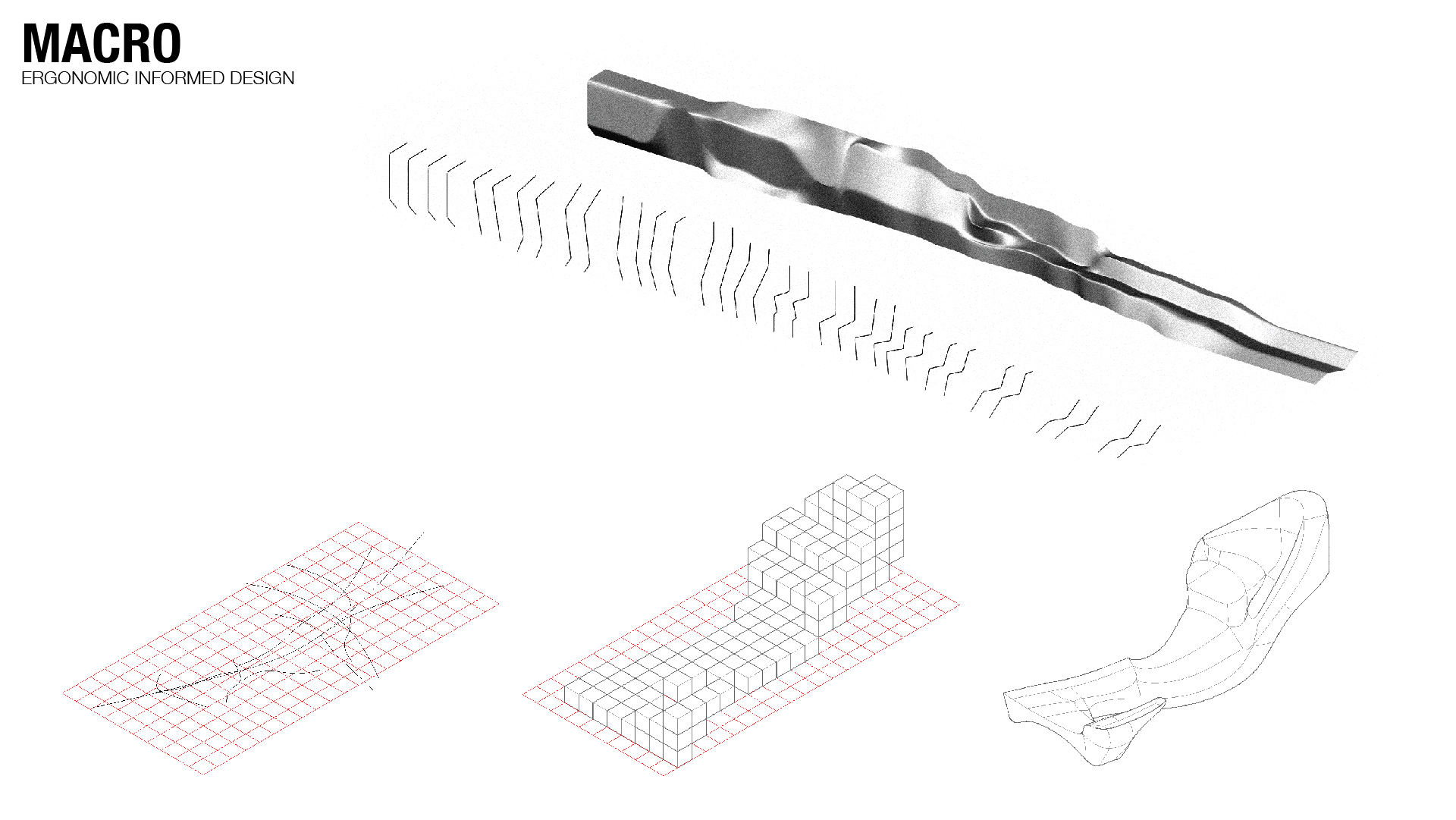
We've gone through a series of study and investigation, ending up with the three focus:
1/ Ergonomic informed Design 2/ Deployment & Reconfiguration 3/ Interactive components

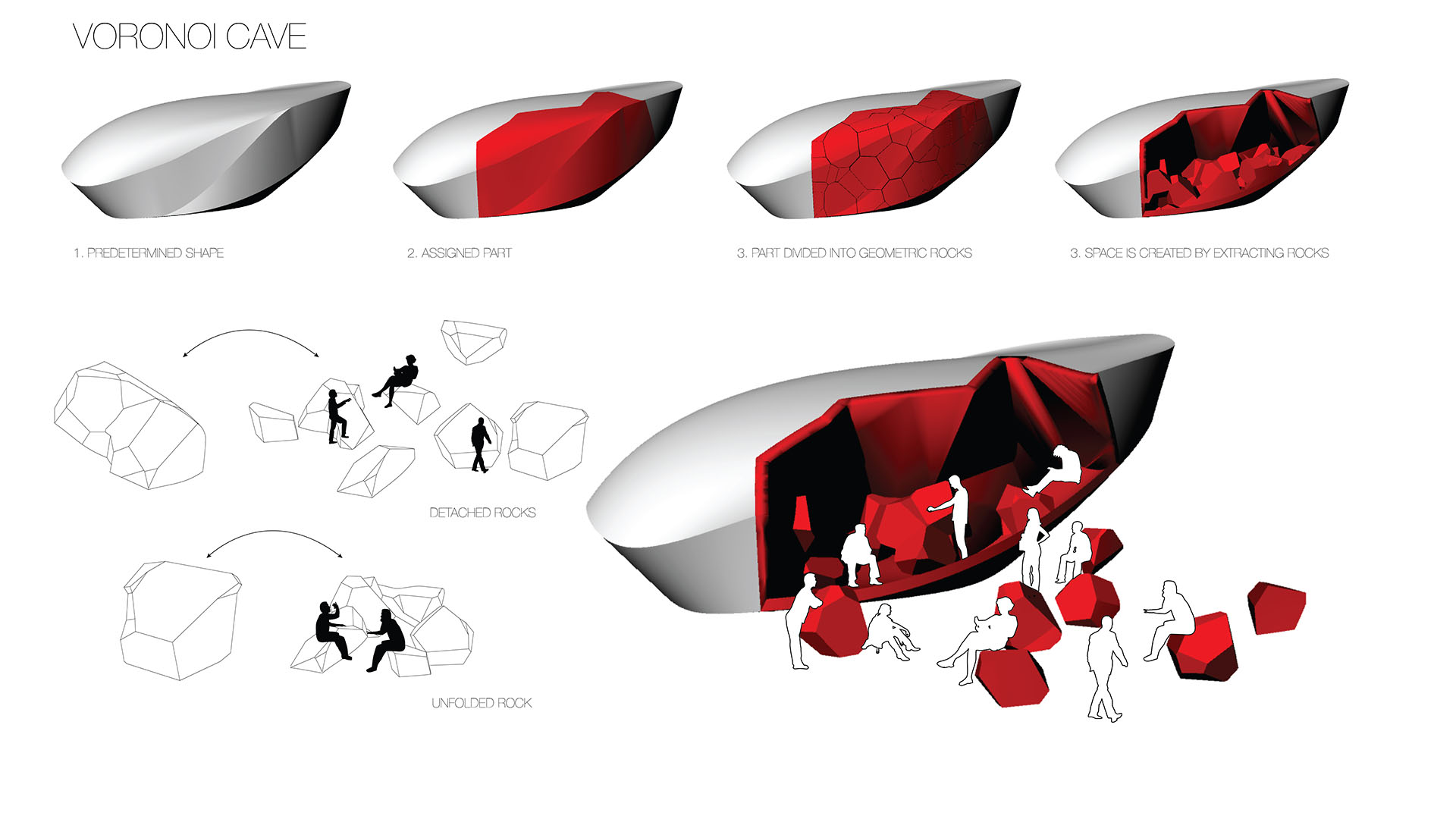
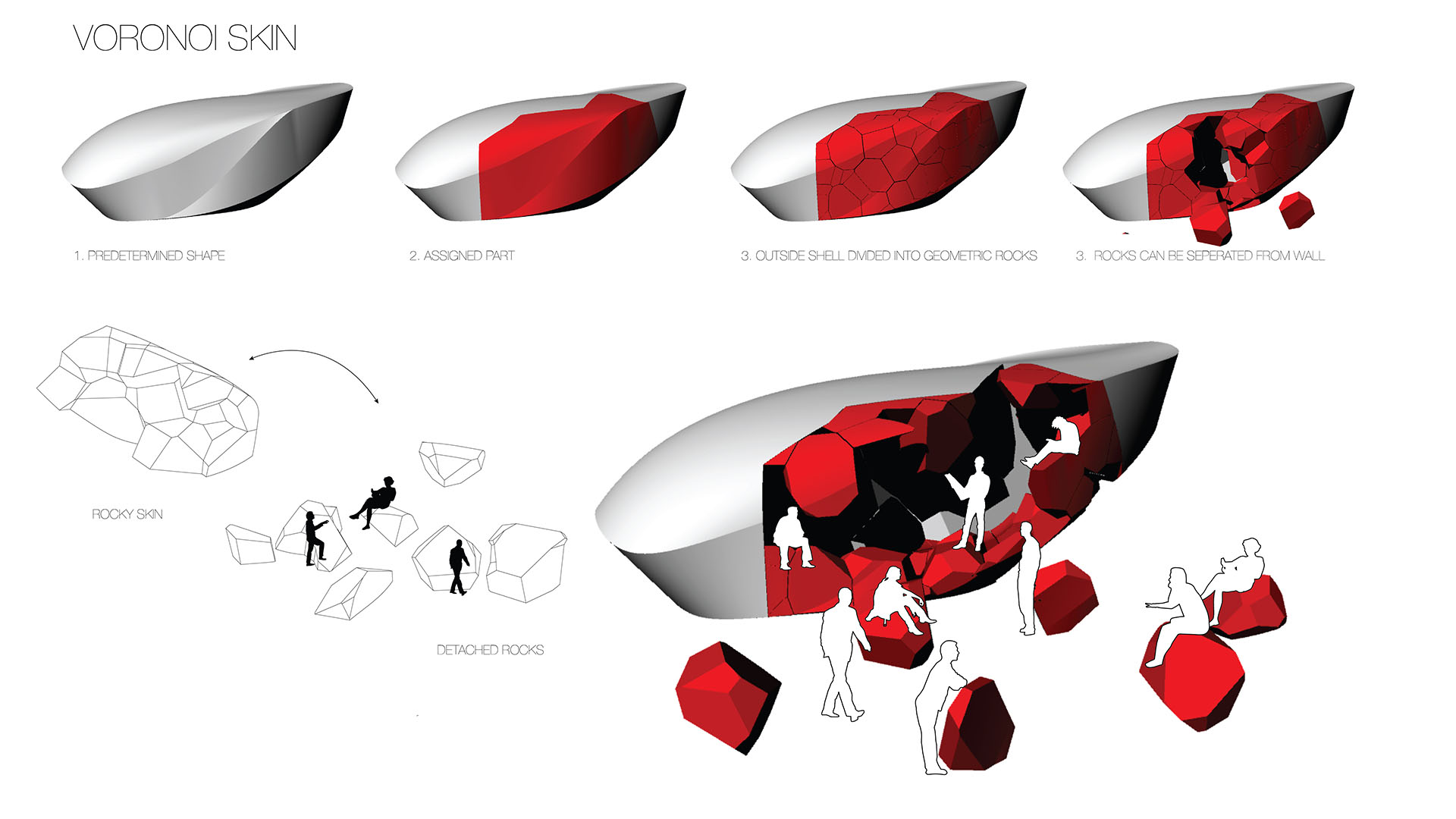
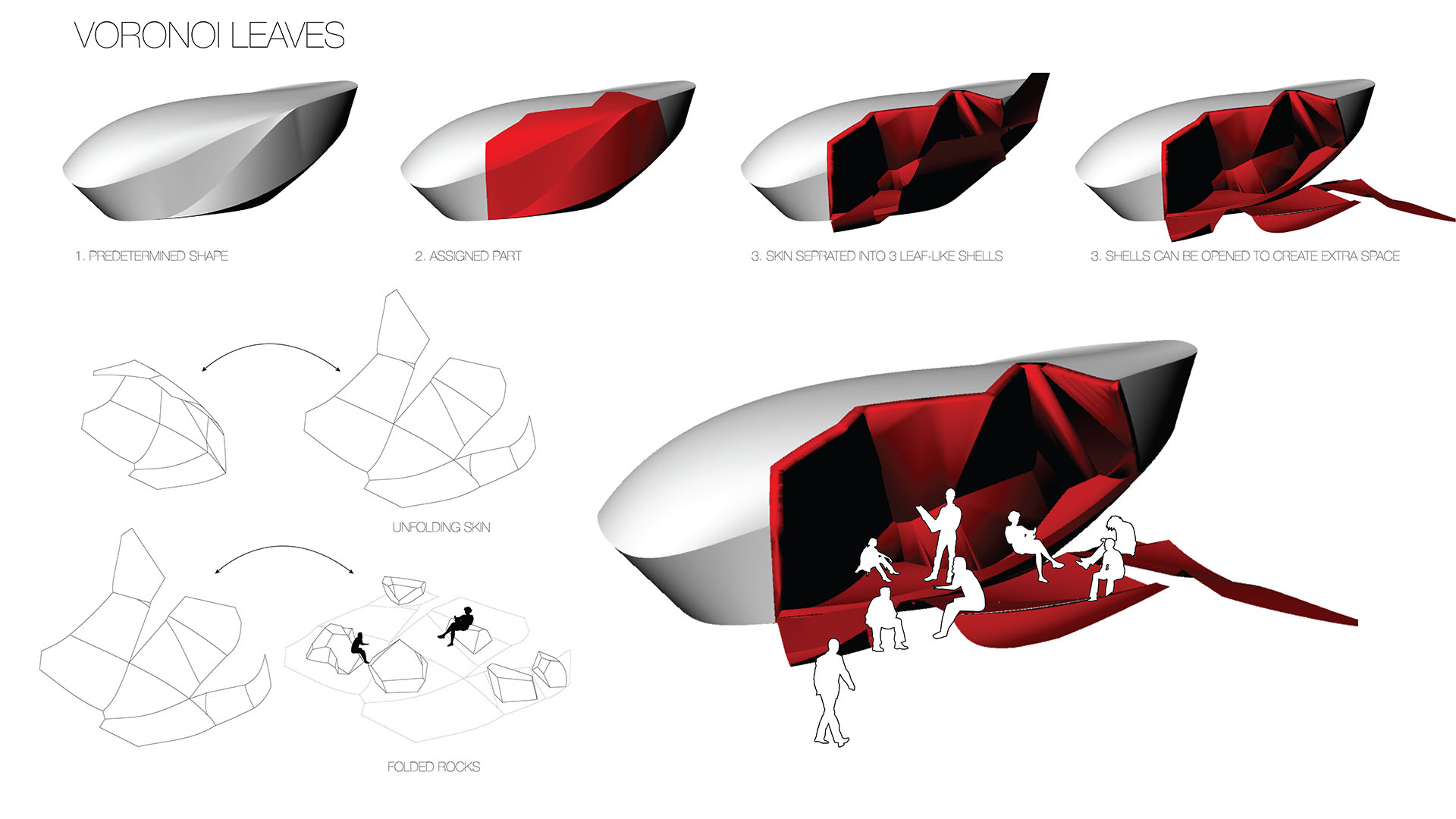
INTERACTIVE COMPONENTS - Max Kowalski
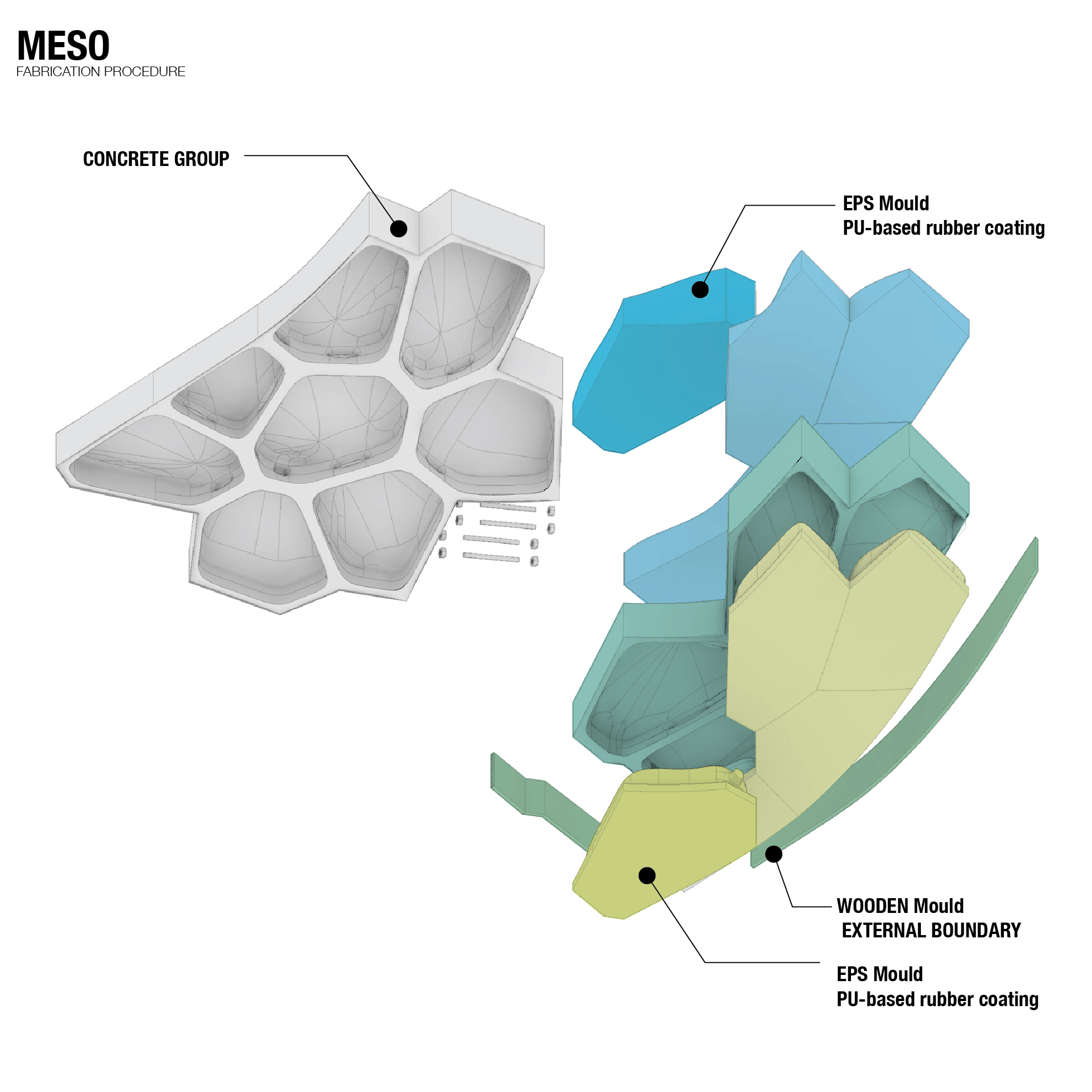
FABRICATION - Tijs Niessen
Our part of the stage will be constructed from two main materials: EPS and concrete. The EPS will be used to create the components nested in the top layer. These need a coating to protect the EPS from damage. Two different coatings have been tested, one on an epoxy base and the other on a polyurethane base. The epoxy base coating will also serve to prevent the concrete sticking to the EPS in the mould removal process. The first conclusions are that the polyurethane coating is easier applicable, because it is less fluid so it will flow as much, but it has more texture due to the way it is applied. It does smoothen out a less clean surface though. On the other hand epoxy leaves a very smooth surface, but is harder to apply evenly. Mixing it in the right ratio is hard, but very important. Another argument for the epoxy is that glass fiber can be added to gain even more durability.
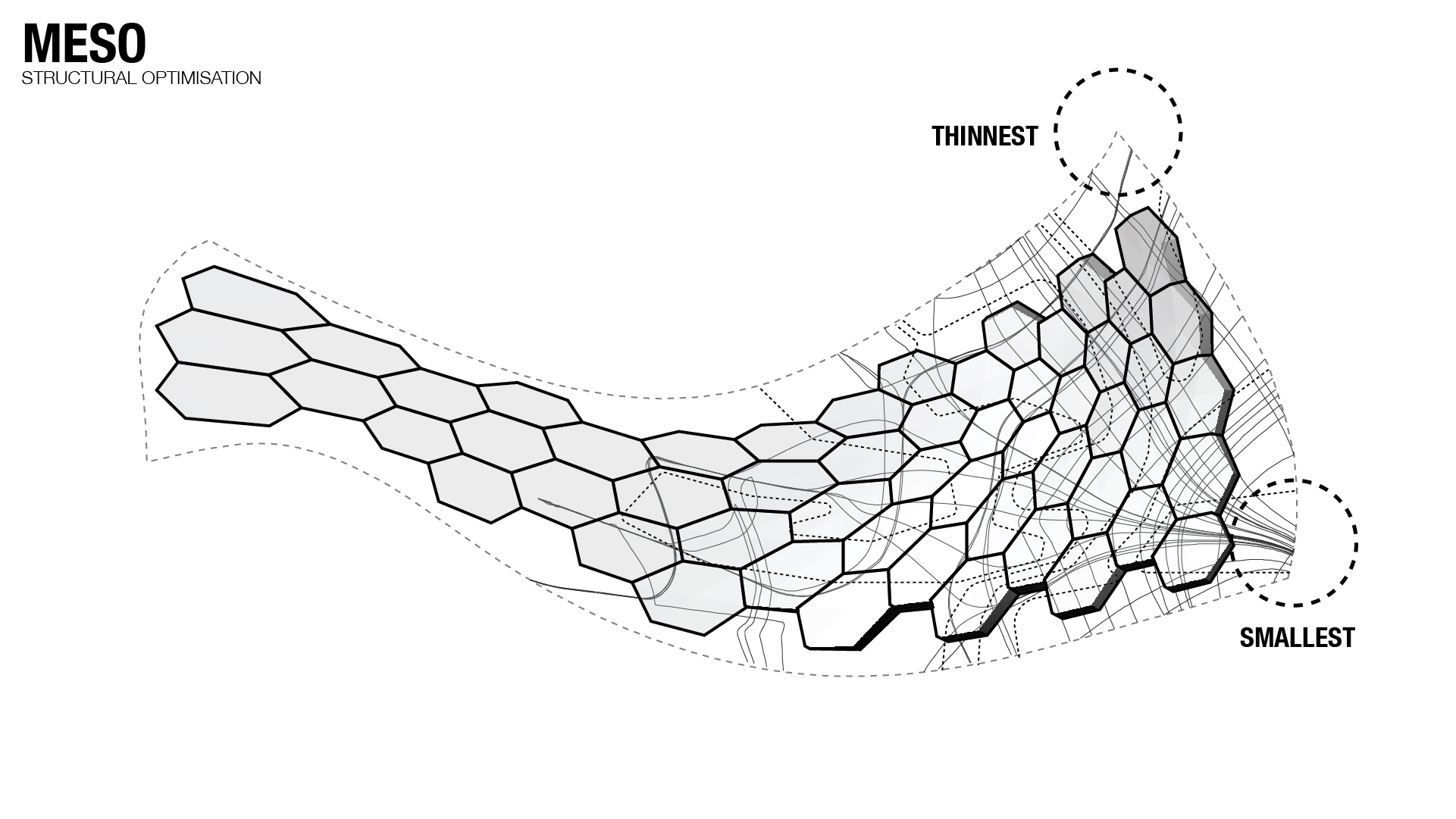
The mould for the concrete exists of three parts: a main mould from EPS, wooden edges and the components to top it off. The main mould consists of branches of coated EPS. To test the minimum thickness for these branches, a working model has been made. This model has branches with a diameter from 40 to 20 mm. These sizes are based on advice from the concrete supplier on structural minimum and to prevent lumping together due to the fibers in the concrete. For now, the mixture doesn't seem to get all the way through into the thinnest parts, but adding more water to the mixture might make it more fluid and thus more able to fill the whole model.
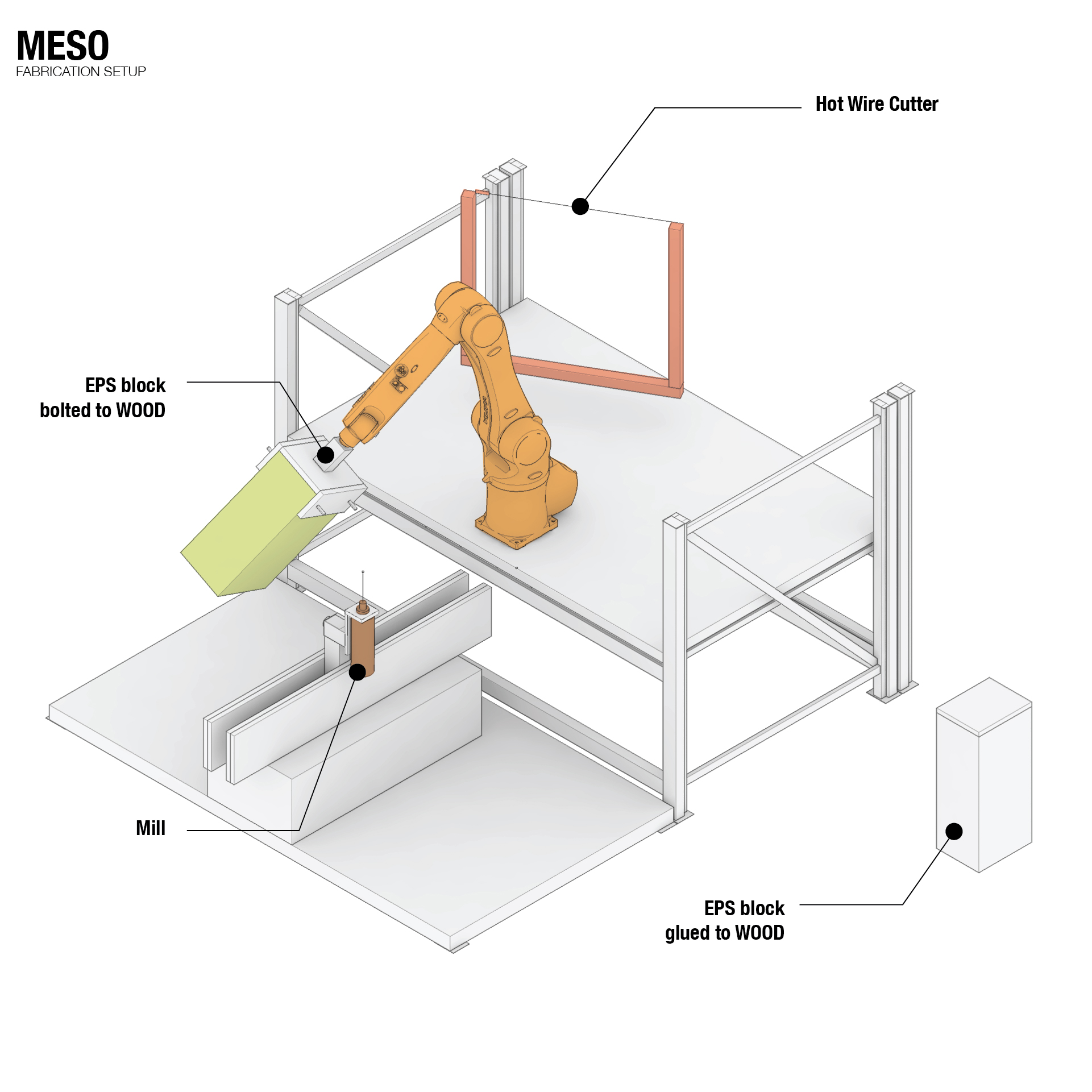
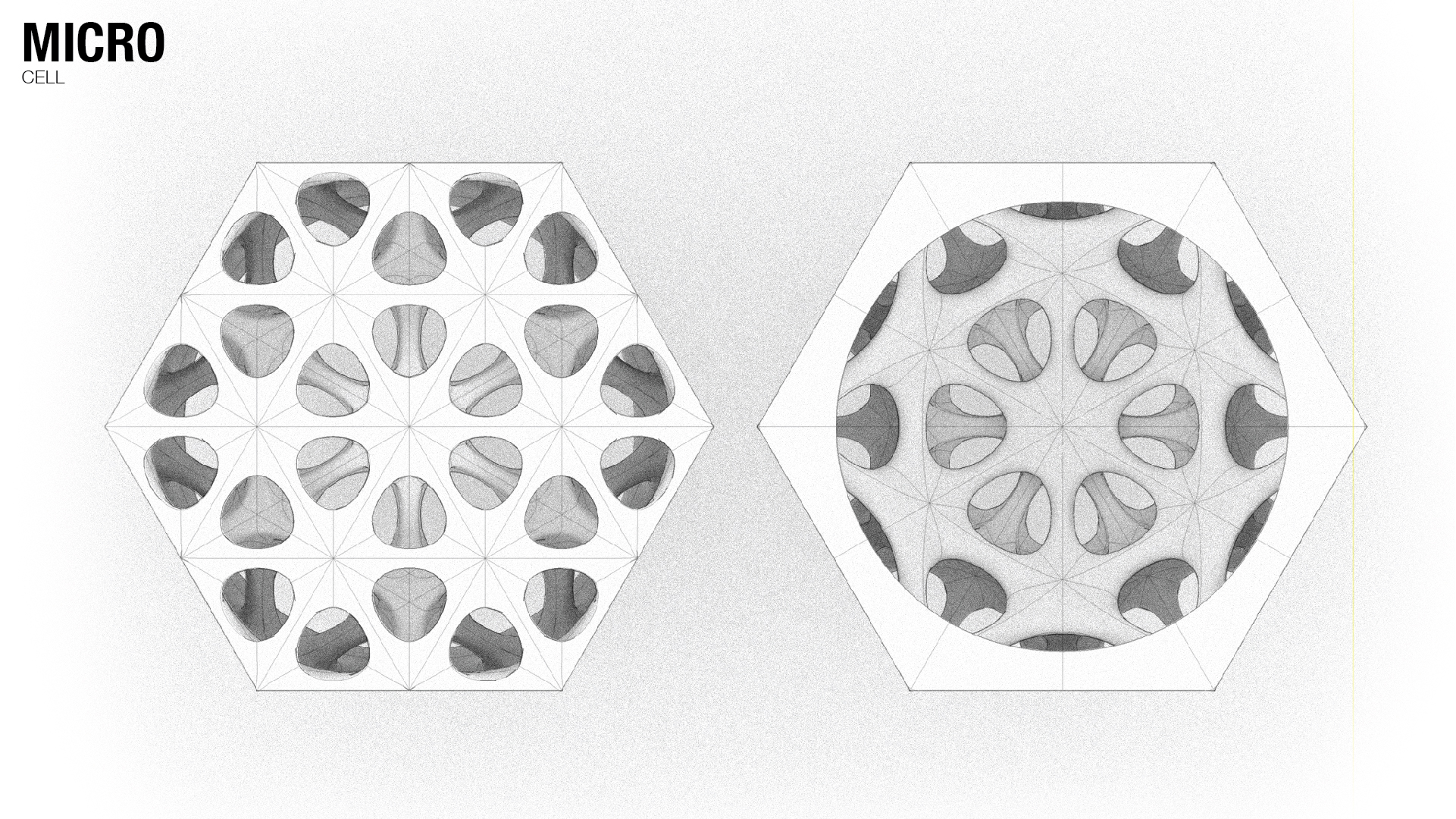
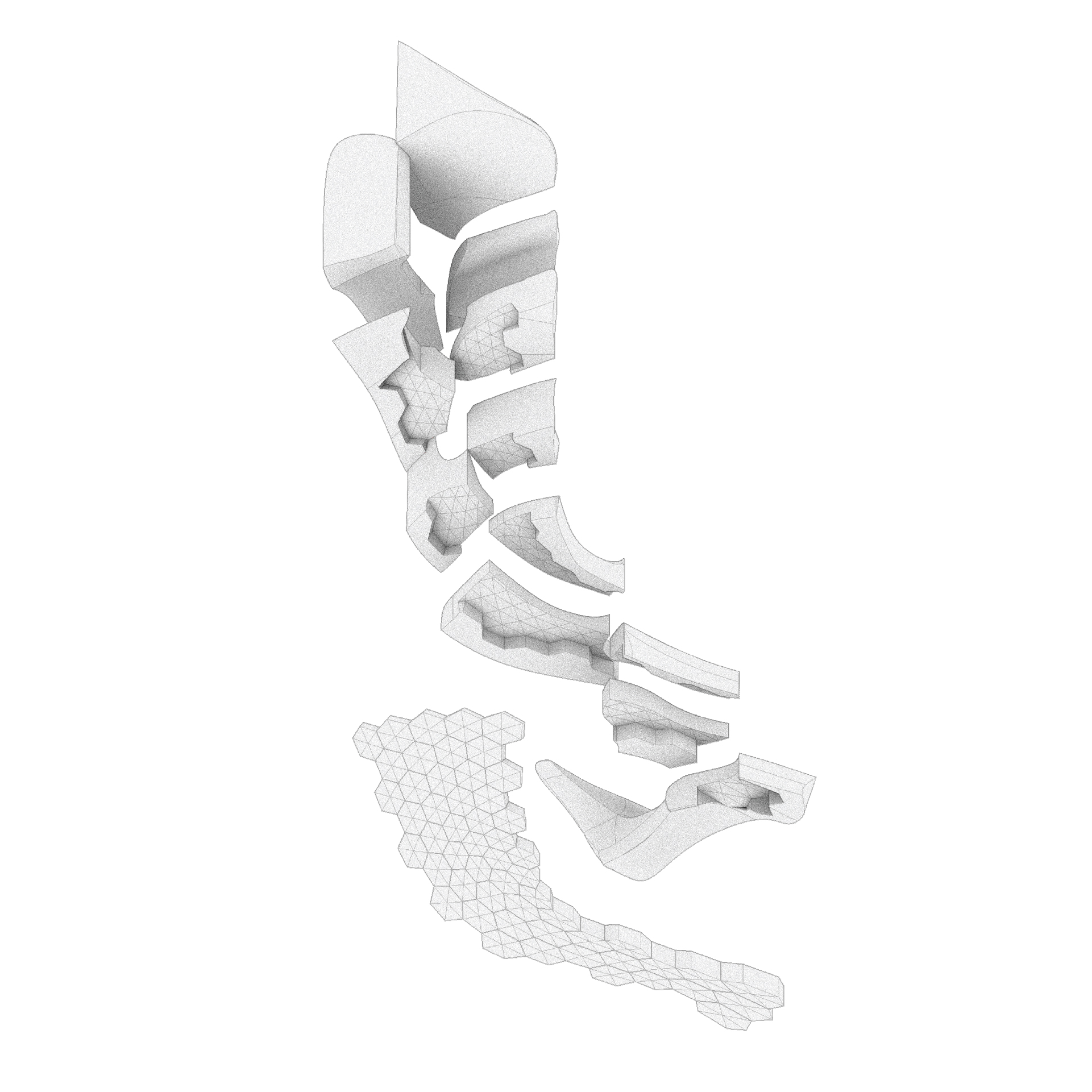
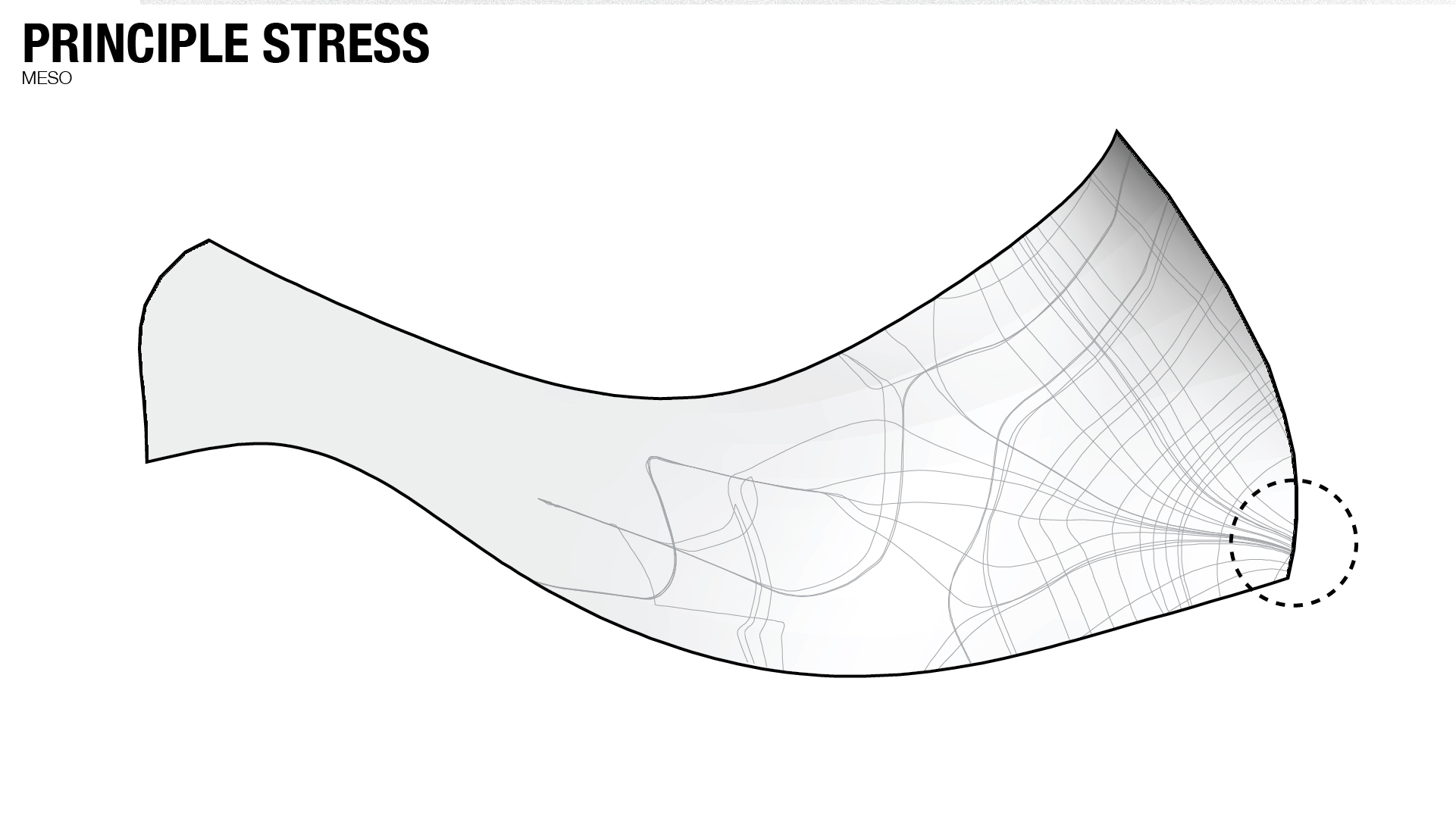
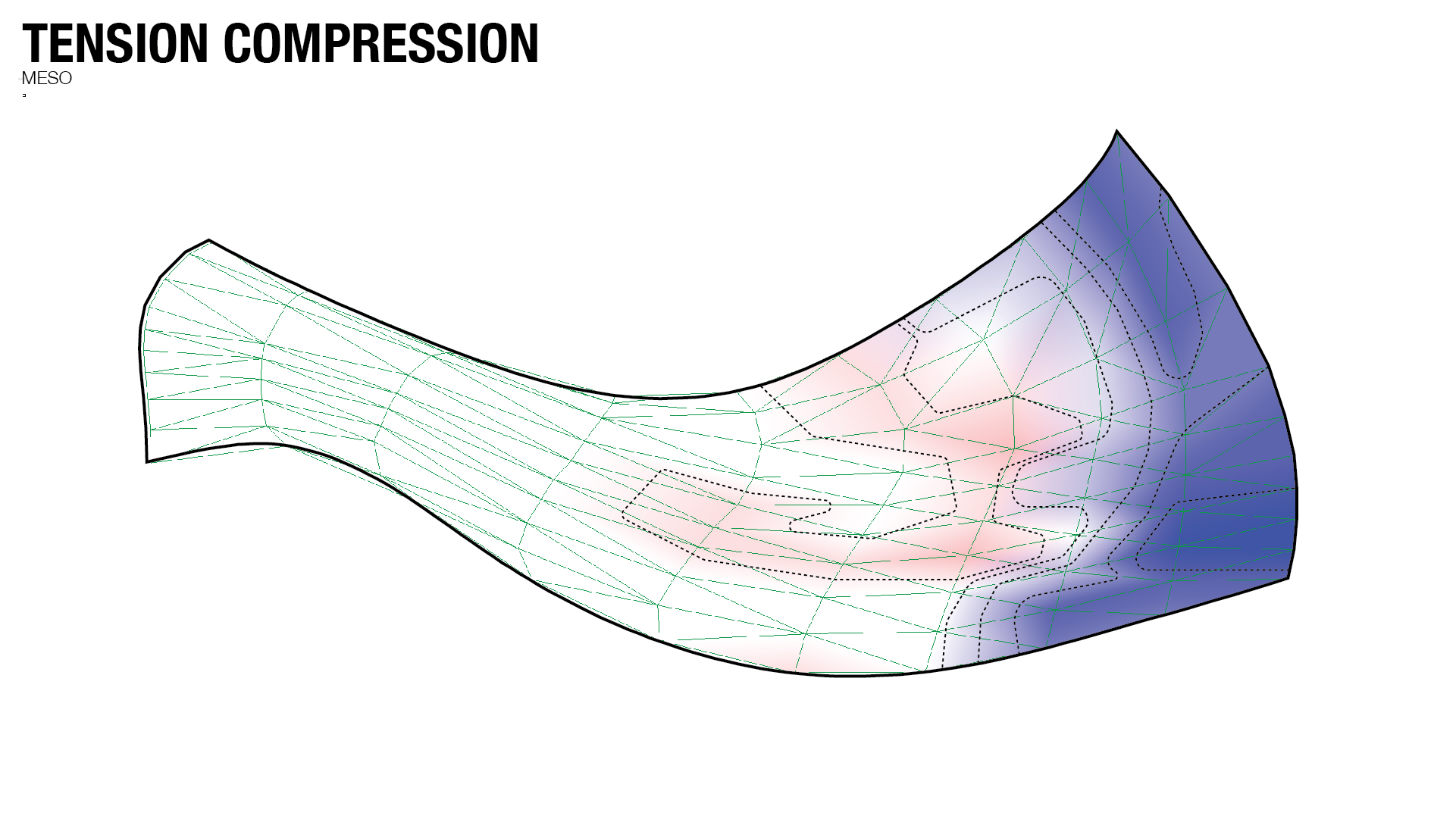
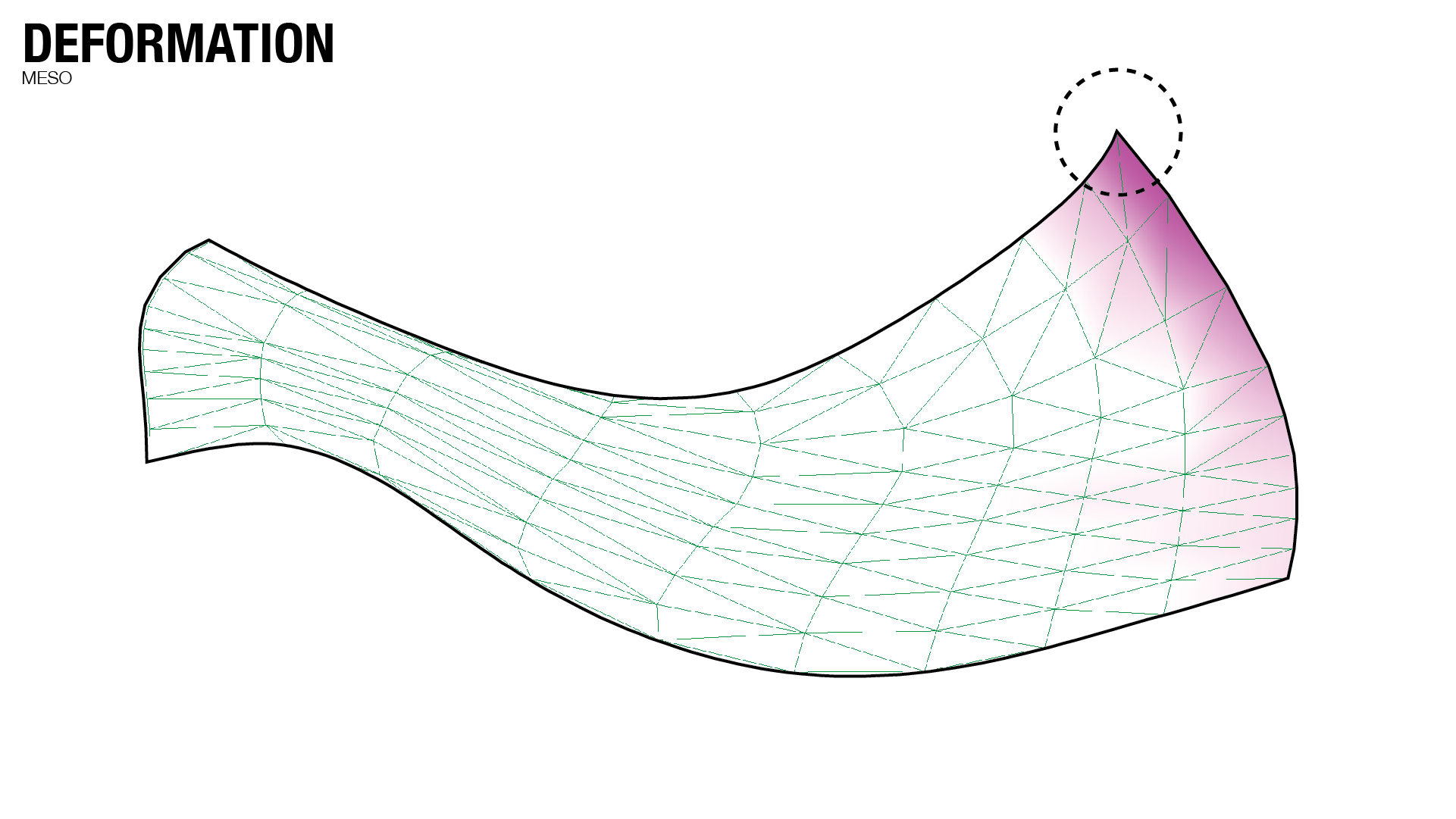
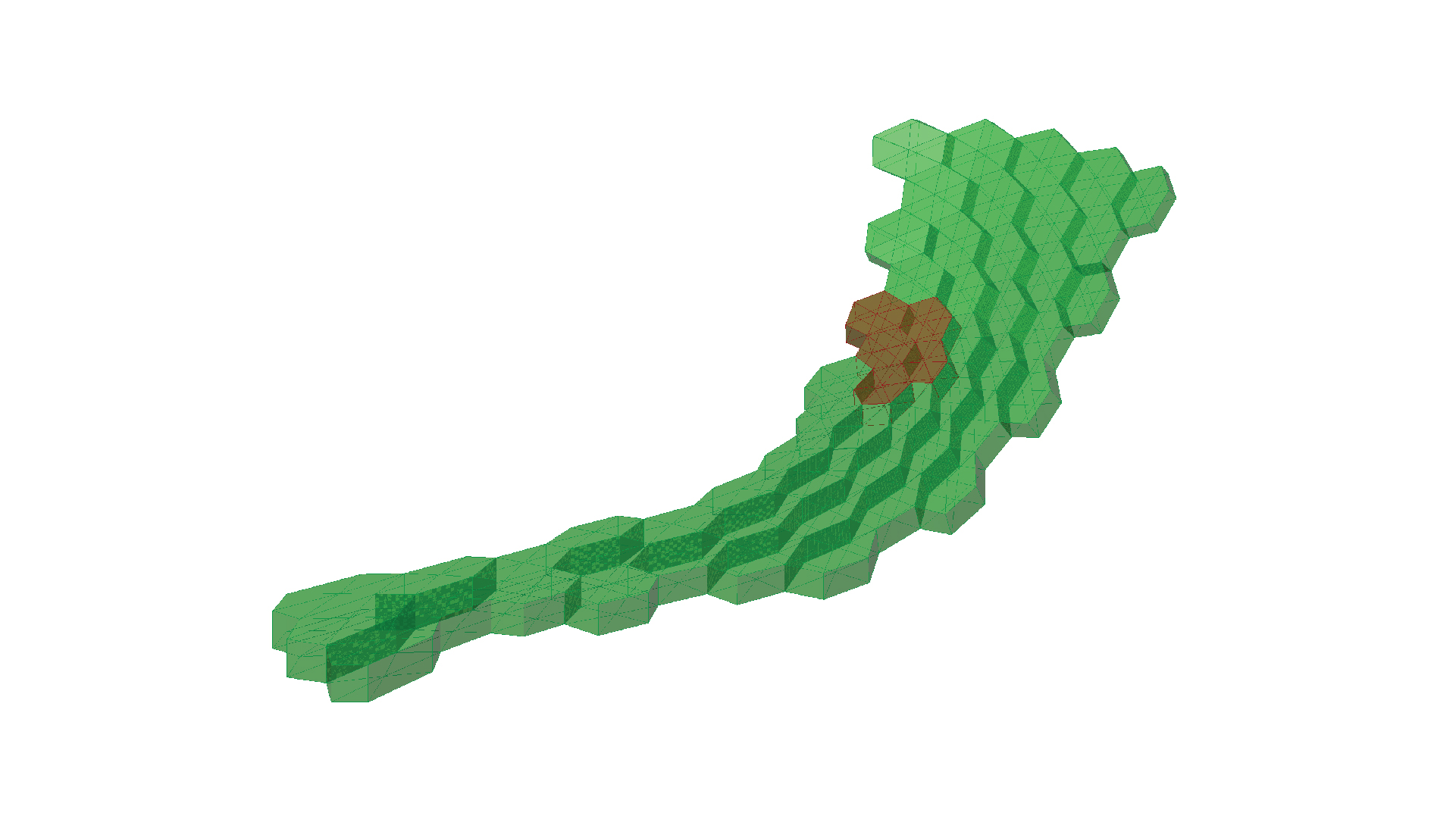
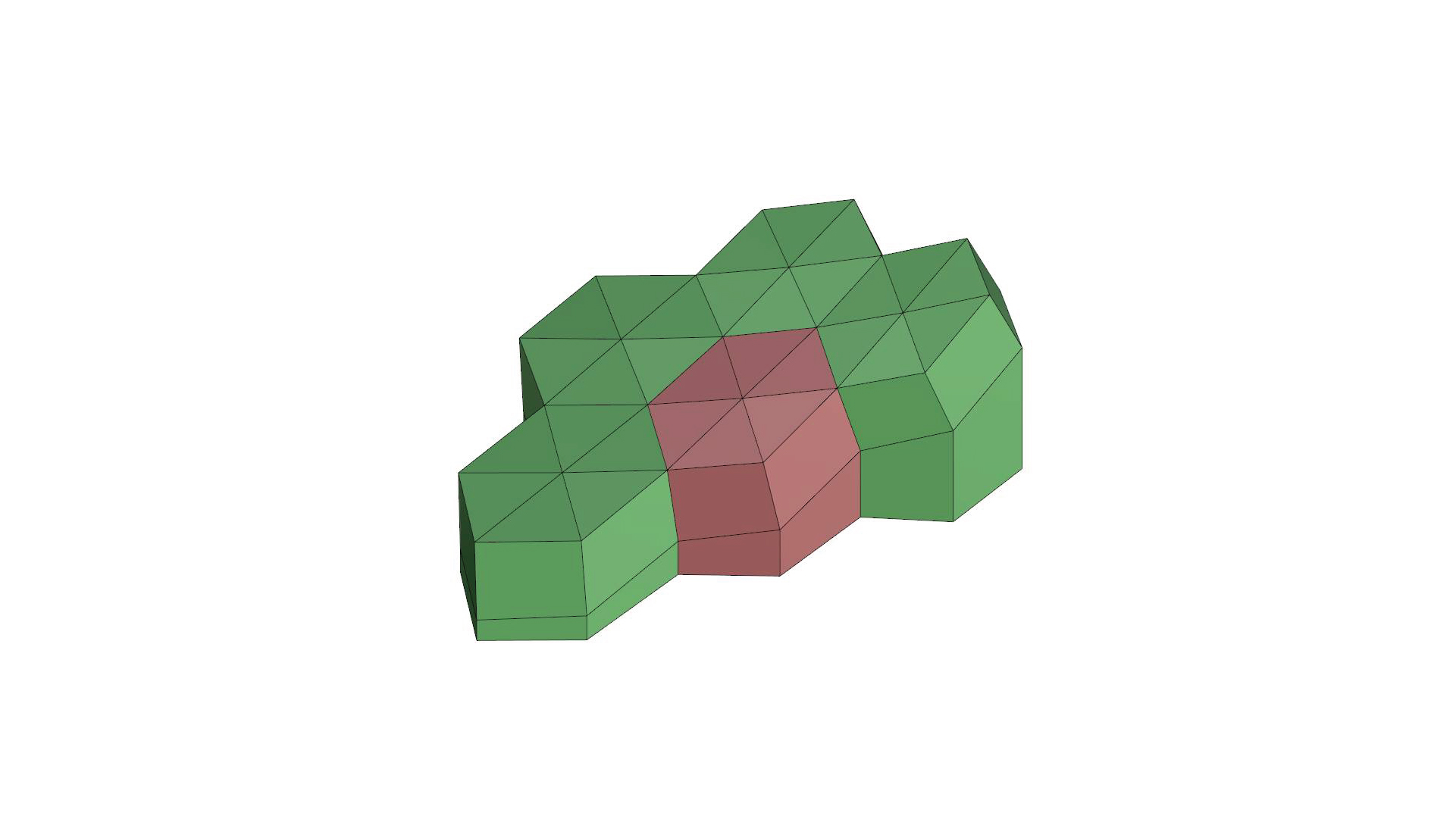
TOOL-PATH GENERATION - Maxime Selling
After defining the hexagonal pattern, we can use the volume of an individual cell to mill a mould of EPS in which we pour concrete. The cells need to be light but structural and according to the ergonomics, the top surface needs to be more solid in order to walk or sit on it. So our first direction is a cell of concrete that, as you near the bottom surface, will be more porous. The approach of milling is that we mount the piece of EPS on a robotic arm and program the arm in such a way that the arm moves the EPS according to the position of the fixed drill. In this way we can mill from all the directions except the bottom. Luckily this will not limit the design because of the higher level of porosity at the bottom. For the final result we aim for a straightforward design of the cell that exists out a milling method. So generate the tool paths and not receiving them from an already designed end result.
The first step is mount the EPS on the robotic arm and use the hot wire cutter to cut away the part of it that is not within the boundary of the cell. Then we can use the tool paths to guide the robotic arm. The principle of the method is using the faces of the boundary in relationship to the cells center. Each evaluated point on the face, according to the distance to the center of the face, will inform the robot a depth it needs to drill. The closer to the center of the face the less deep it goes. So at the corners of the face the drill will reach the maximum length of the cells center. This principle will create a branching structure within the cell.
CONCLUSION
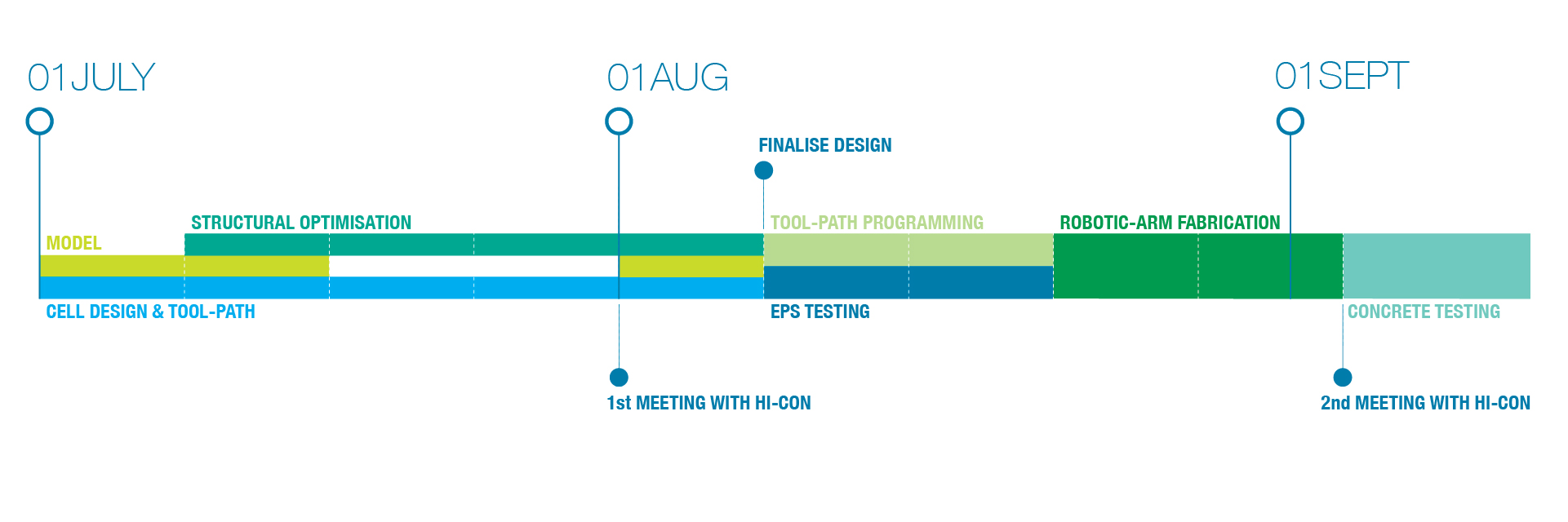
After understanding these new approaches of manufactoring, we decide to continue working on the project a little longer. After the Msc2 presentation we will continue according the schedule below. We will improve the scales of macro, meso and micro and after finalising the design we start testing the proces of milling and hot-wire cutting with the robotic arm. When everything is prepared and installed we can manufacture the molds around the end of August. After everything is milled we can start testing the proces of pouring concrete into the eps molds with HI-CON.
Cheung Cheuk Ming
Haris Grivokostopoulos
Max Kowalski
Maxime Selling
Tijs Niessen